High Impact Polystyrene (engl., abgekürzt HIPS) ist ein durch Kautschuk modifiziertes, hochschlagfestes Polystyrol. Der thermoplastische Kunststoff findet insbesondere Verwendung bei Gehäusen von beispielsweise Computern, Fernsehgeräten oder Telefonen. Im Inneren von Kühlschränken besteht die erste, sehr kältebeständige Schicht oft aus HIPS. Auch bei Plastikspielzeugen kommt der Kunststoff zum Einsatz.
Ein weiteres Anwendungsgebiet von HIPS ist die Verwendung in 3D-Druckern als auswaschbares Trägermaterial
Eine besondere Eigenschaft, neben der extremen Kältebeständigkeit, ist die Eigenschaft der antibakteriellen Wirkung auf der Oberfläche.
HIPS druckt besonders ebenmässig und detailliert und ist in Haptik und
Optik von allen FDM Materialien am nächsten an Spritzgussteilen.
Bei sehr großen und flachen Teilen kann es zu Warping kommen.
PRO
CONTRA
HIPS wird immer dann verwendet wenn ein besonders schlagfester oder abriebfester Kunststoff benötigt wird.
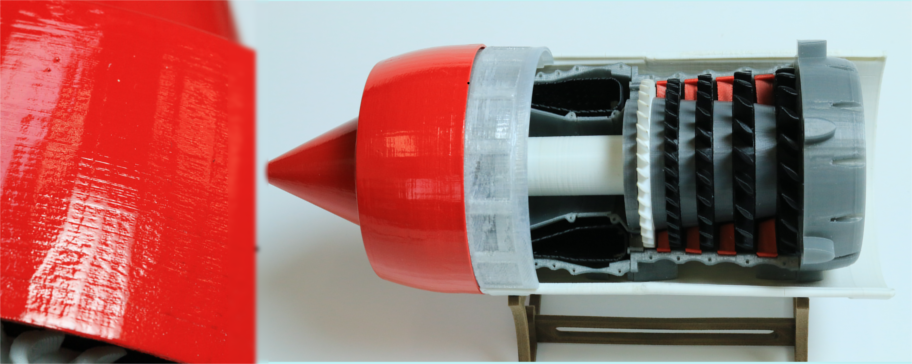
Durch die für FDM untypische hohe optische Oberflächengüte
wird dieses Material auch gerne zur Herstellung von Anschauungsobjekten oder als Prototyp eingesetzt.
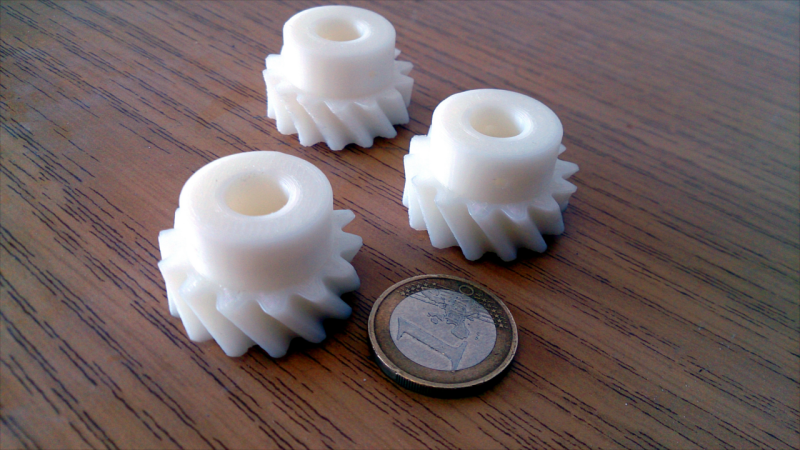
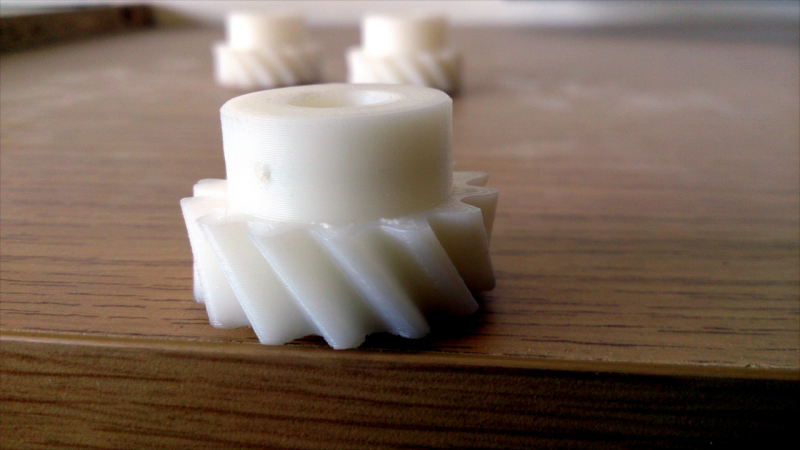
Eine häufige
Verwendung ist die Herstellung von Ersatzteilen wie Zahnräder oder Verbaumuster.
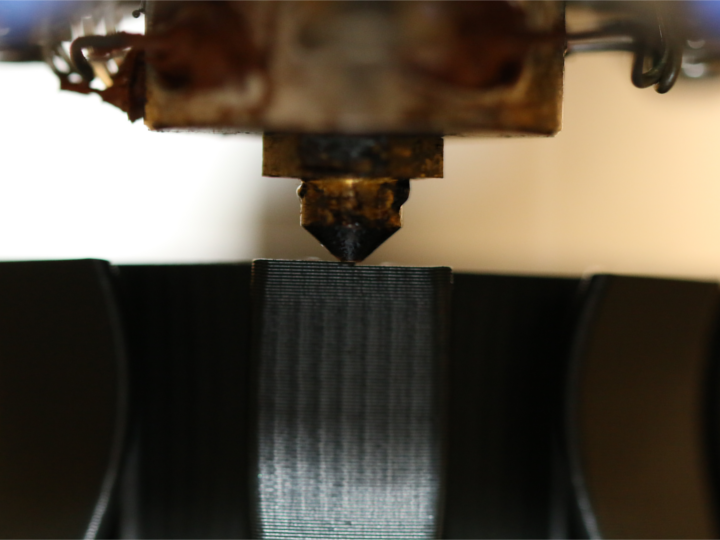
HIPS wird im sogenanten FDM Verfahren hergestellt.
FDM bedeutet ausgeschrieben "Fused Deposition Modeling".
FDM ist eines der einfacheren Verfahren des 3D Druck.Gefertigte Bauteile weisen
sichtbare Layer (Schichten) auf. Der Vorteil dieser Technologie ist der Druck in einer
hohen Variation an Materialien und die direkte Verwendung bekannter technischer
Kunststoffe. Das Material wird unverfälscht aufgetragen und unterscheidet sich somit
zu den meisten anderen Verfahren, die mit Materialien mit annähernden Eigenschaften
arbeiten. Ein weiterer Vorteil ist die Möglichkeit von geschlossenen Hohlräumen.
FDM eignet sich nicht für kleine Teile, da diese überhitzen.
Das Verfahren:
Das Modell wird in Schichten von 0,1-0,2 mm zerlegt.
Nun wird ein Kunststoffdraht durch eine Heizdüse gepresst und in einen zähflüssigen
Zustand versetzt. Ein CNC gesteuerter Druckkopf fährt nun die Kontur des Bauteiles ab
und trägt dabei die gewünschte Schichtstärke auf.
Auswaschbare Stützstrukturen aus Alkohol verhindern ein herabhängen von Überhängen.
Versand innerhalb
8 Werktage
Mindestwandstärke
1 mm
Kleinstes Detail
0.3 mm
Maximale Abmessung
ø 170 mm x 285 mm
Bei Bestellung vor 12 Uhr versenden wir innerhalb 2 Werktagen. »
Preis
30 % Aufschlag
Die Oberfläche deines Modelles wird durch die Technologie und das gewählte Material bestimmt. Deshalb bieten wir einige Nachbearbeitungsschritte an. Dies beeinflusst die Kosten aber natürlich auch die Qualität deines Modells.
Die natürliche Oberfläche von HIPS ist perfekt wenn du dein Modell nur als Funktions- oder Anschauungsprototyp willst. Du wirst also das Material und Verfahren anhand der Oberfläche sehen können da wir nichts anderes machen als dein Teil zu drucken, die Stützer zu entfernen und es an dich zu versenden.
Verfügbare Farben:
Weiß
Geschliffene Modelle in HIPS haben keine hochglänzende Oberfläche. Sie weisen eine leicht raue aber sehr ebenmäßige Oberfläche auf.
Alle Teile werden dabei von Hand geschliffen und anschließend gesandstrahlt. Aus diesem Grund kann es sein das dein Teil
im nachhinein abgelehnt wird wenn es von Hand nicht zu bearbeiten ist.
Was bei polierten Modellen zu beachten ist:
Natürlich lassen sich 3D Modelle aus HIPS auch lackieren.
Hierbei kann die Qualität und RAL Farbe gewählt werden. Die Basisversion der Lackierung ist ein einfachs "Spray Paint".
Dies bedeutet das dein Bauteil leicht geschliffen und dann lackiert wird. Baustufen und ähnliches sind dabei immer noch leicht zu erkennen.
Die höchste Qualitätsstufe ist die Lackierung in Premium (Autolack) Qualität. Hierzu muss "Polieren" mit gebucht werden.
Dein Teil wird geschliffen, poliert, gefüllert, nassgeschliffen und lackiert.

HIPS-Teile lassen sich auch wunderbar beschichten.
Hierzu wird dein Modell geschliffen und anschließend mit deinem Wunschmaterial beschichtet. Dabei ist auch eine Beschichtung mit etwa Gold oder Silber möglich.
| Verkupfern | 99,99% Cu | IMDS Nr. 736943 |
| Vernickeln, aus Sulfamatelektrolyt matt | 99,95% Ni | IMDS Nr. 748706 |
| Vernickeln Hochglanz | >99,50% Ni | IMDS Nr. 749088 |
| Vergolden 24ct. | 24 Karrat Au | IMDS Nr. 756617 |
| Versilbern | 99,99% Ag | IMDS Nr. 757803 |
| Verchromen | aus dreiwertigem Elektrolyt, RoHS-Konform | IMDS Nr. 756617 |
| Schwarzverchromen | elektrisch leitende, tiefschwarze Chromschicht | IMDS Nr. 10629626/1 |
| Chemisch Vernickeln | hochphosphorig, 13% Phosphor als NiP | IMDS Nr. 326271538 |
| Verzinnen | 99.98% Sn, RoHS-Konform | |
| Bismut | unser Bismudan® Elektrolyt, 99,95% Bi |
| Einheit | Wert | ||
|---|---|---|---|
| Zugfestigkeit | MPa | 34,5 | |
| Bruchdehnung | % | 30 | |
| Härte | HR | L60 | |
| Wärmefestigkeit | °C | 83 | |
| Schlagfestigkeit | kJ/m² | 5,88 | |
| Dichte | g/cm³ | 1,07 | |
| Wasseraufnahme | % | 0,6 | |
| Chemische Resistenz | n/a | ||
| Witterung | Beständig | ||