PA12-CS ist unter den SLS Materialien das mit Abstand stabilste.
Unter allen Kunststoffen die wir anbieten ist PA12-CS das stabilste und belastbarste Material.
Zu dem
kann es durch thermochemische Behandlung druckresistent gemacht werden. Somit sind Teile möglich die druckluft- oder wasserführend sind.
Zu dem ergibt sich beim Färben eine einzigartig hohe Oberflächengüte. Die Oberfläche ist vollkommen geschlossen
und glatt, erreicht somit die Oberflächengüte von Spritzguss mit der Stabilität und Dauerbelastbarkeit eines SLS Teils.
Zu dem hat es mit 170 °C zusätzlich die höchste Wärmebeständigkeit aller Kunststoffe in unserem Angebot.
PA12-CS ist sehr
extrem hart ohne dabei spröde zu sein.
PA12-CS wird durch das Mischen von PA-Pulver mit Keramik hergestellt.


Bauteile in PA12-CS werden nicht in cm³ berechnet. Dies würde diesem Material nicht gerecht werden.
Statt dessen wird eine Mischberechnung aus den Grundabmaßen
(Länge, Breite, Höhe) ,der benötigten Bauzeit, Orientierung, Rauminhalt (cm³) etc. errechnet.
Die Formel dafür würde hier den Rahmen sprengen.
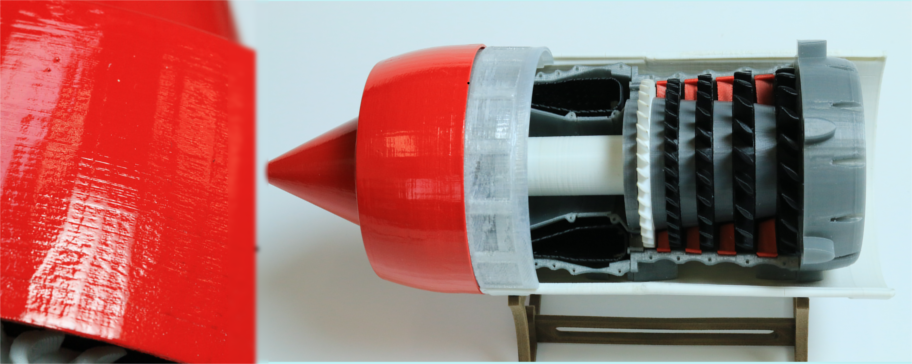
PA12-CS wird immer dann genutzt, wenn ein Bauteil benötigt wird, das extremen Belastungen standhalten soll, eine hohe Oberflächengüte haben muss und druckresistent (luftdicht), wasserfest, abriebfest oder temperaturbeständig sein müssen.
Dieses Material ist wohl unser bester Allrounder.
PA12-CS wird im SLS-Verfahren hergestellt. Dieses pulverbasierte Verfahren hat geholfen den 3D Druck da hin zu bringen wo er derzeit ist.
Mit diesem Verfahren lassen sich kostengünstig extrem robuste
Bauteile herstellen die Spritzgussteilen in nichts nachstehen.
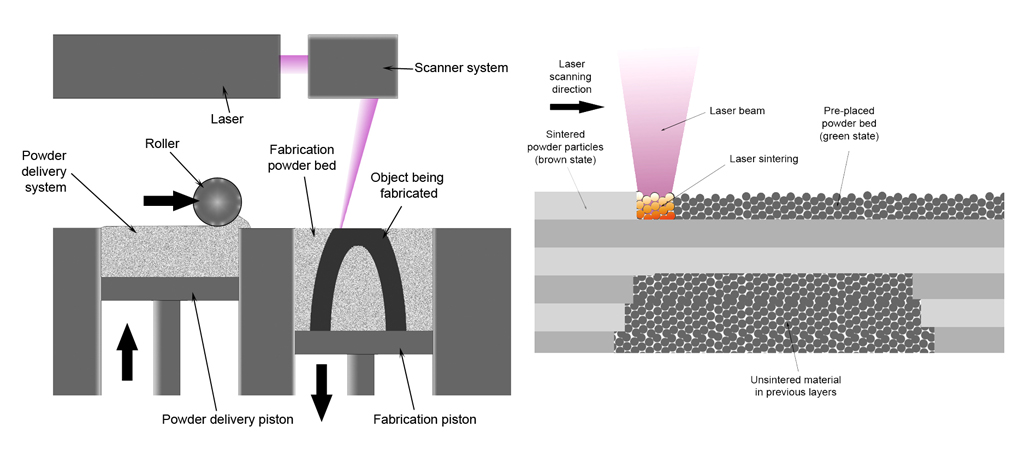
SLS bedeutet Selectives Laser Sintering und bezeichnet das parzielle Verschmelzen von Pulverwerkstoffen mittels eines Lasers.
Die Belichtungsparameter können dabei manipuliert werden, um verschiedene Eigenschaften zu erzeugen.
Das Verfahren:
Dein Modell wird am Computer in Schichten von 0,12 mm zerlegt und an die Maschine gesendet.
Nun wird ein Tank mit deinem Wunschmaterial
gefüllt. Auf einem Druckbett wird eine 0,12mm dicke Schicht über die gesammte Breite aufgebracht.
Der Innenraum der Maschine wird nun auf etwa 100 °C erhitzt. Ein Laser belichtet das Pulver
und erhöt die Temperatur an dieser Stelle für einen Bruchteil einer Sekunde über den Schmelzpunkt des Materials.
An dieser Stelle wird das Material kurz flüssig und verbindet sich.
Alle Flächen die zu deinem Teil gehören werden in diesem Layer erzeugt. Nun senkt sich die Bauplattform und eine neue Schicht wird aufgetragen. Dies wiederholt sich bis dein Bauteil fertig ist.
Das nicht aufgeschmolzene Pulver umgibt dein Bauteil und dient in dieser Zeit auch als Stützstruktur. Dies ermöglicht den Druck von "schwebenden" Bauteilen (etwa 2 Ringe die sich während des Drucks nicht berühren, aber verbunden sind).
Dein Bauteil wird
nun aus dem Pulver befreit und eventuelle Reste werden ausgeblasen.
Als zusätzlichen Schritt wird bei Fabb-It dein Bauteil noch sandgestrahlt um sicherzustellen das alle Pulverreste weg sind und um die Oberfläche nochmals zu verbessern.
Versand innerhalb
8 Werktage
Tolleranz
Besser als ± 0,15 mm
Mindestwandstärke
0,8 mm
Kleinstes Detail
0,3 mm
Maximale Abmessung
700 x 380 x 560 mm
Für PA12-CS ist kein Priorityservice verfügbar.
Preis
---
Die Oberfläche deines Modelles wird durch die Technologie und das gewählte Material bestimmt. Deshalb bieten wir einige Nachbearbeitungsschritte an. Dies beeinflusst die Kosten aber natürlich auch die Qualität deines Modelles.
Die natürliche Oberfläche von PA12-CS ist perfekt wenn du dein Modell nur als Funktions- oder Anschauungsprototyp willst. Du wirst also das Material und Verfahren anhand der Oberfläche sehen können, da wir nichts anderes machen als dein Teil zu drucken, strahlen und es an dich zu versenden.
Verfügbare Farben:
Weiß
Durch Färben: Schwarz, Blau, Rot, Gelb, Grau, Orange, Braun

Färben gibt dir bei PA-CS die möglichkeit dein Bauteil in Farbe zu bekommen.
Der Färbeprozess ist relativ simpel. Dein Bauteil
wird in eine Färbelösung gegeben und erhitzt, dadurch dringt die Farbe in dein Bauteil ein.
Es wird in etwa einer Schichtstärke von 0,2 - 0,3 mm gefärbt. Dies bedeutet dein Bauteil ist
nicht anfällig gegen zerkratzen, wird aber bei mechanischer Bearbeitung wieder seinen weißen Kern zeigen.
Die hierbei genutzte Farbe ist resistent gegen Chemikalien und Hitze.
Das Färben wird in den Standartfarben
Schwarz, Grau, Lila, Blau, Grün, Orange, Rot und Gelb angeboten. Besondere Farbwünsche auf Anfrage.

Softtouch ist eine spezielle Art der Lackierung. Die Oberfläche fühlt sich nach dem Lackieren sehr weich und ebenmäsig an.
SLS-Teile mit Softtouch sind mit Abstand am nächsten an Spritzgussteilen was Oberfläche, Haptik und Optik angeht.
Die Teile werden in Handarbeit geschliffen, grundiert und lackiert was zu einer perfekten Oberfläche ohne
sichtbare Baustufen führt.
Du wirst dabei nicht glauben das das Produkt gedruckt wurde.
Natürlich lassen sich 3D Modelle aus PA-CS auch lackieren.
Hierbei kann die Qualität und RAL Farbe gewählt werden. Die Basisversion der Lackierung ist ein einfaches "Spray Paint".
Dies bedeutet dass dein Bauteil leicht geschliffen und dann lackiert wird. Baustufen und ähnliches sind dabei immer noch leicht zu erkennen.
Die höchste Qualitätsstufe ist die Lackierung in Premium (Autolack) Qualität. Hierzu muss "polieren" mit gebucht werden.
Dein Teil wird geschliffen, poliert, gefüllert, nassgeschliffen und lackiert.

PA-CS Teile lassen sich auch wunderbar beschichten.
Hierzu wird dein Modell geschliffen und anschließend mit dienem Wunschmaterial beschichtet. Dabei ist auch eine Beschichtung mit etwa Gold oder Silber möglich.
| Verkupfern | 99,99% Cu | IMDS Nr. 736943 |
| Vernickeln, aus Sulfamatelektrolyt matt | 99,95% Ni | IMDS Nr. 748706 |
| Vernickeln Hochglanz | >99,50% Ni | IMDS Nr. 749088 |
| Vergolden 24ct. | 24 Karrat Au | IMDS Nr. 756617 |
| Versilbern | 99,99% Ag | IMDS Nr. 757803 |
| Verchromen | aus dreiwertigem Elektrolyt, RoHS-Konform | IMDS Nr. 756617 |
| Schwarzverchromen | elektrisch leitende, tiefschwarze Chromschicht | IMDS Nr. 10629626/1 |
| Chemisch Vernickeln | hochphosphorig, 13% Phosphor als NiP | IMDS Nr. 326271538 |
| Verzinnen | 99.98% Sn, RoHS-Konform | |
| Bismut | unser Bismudan® Elektrolyt, 99,95% Bi |
| Einheit | Wert | ||
|---|---|---|---|
| Toleranz | ± | 0,15 | |
| Zugfestigkeit | MPa | 60 | |
| Bruchdehnung | % | 10 | |
| Härte | Shore | n/a | |
| Wärmefestigkeit | °C | 170 | |
| Schlagfestigkeit | kJ/m² | n/a | |
| Dichte | g/cm³ | 1,5 | |
| Wasseraufnahme | % | 0 | |
| Chemische Resistenz | sehr beständig | ||
| Witterung | Beständig | ||