
TuskXC2700 ist ein Material das speziell dafür entwickelt wurde die Eigenschaften von ABS zu simulieren.
Durch die Verbindung der Eigenschaften des thermoplastischen Kunststoffs
mit dem verzugsfreien Druck von SLA lassen sich sehr große Bauteile realisieren.
Bauteile in dieser Größe
wären mit dem thermischen Verfahren FDM nicht möglich.
Aber auch sehr kleine Bauteile können mit diesem Material realisiert werden da SLA eine der besten Auflösungen des 3D Druck besitzt.
PRO
CONTRA



Leider kann TuskXC2700 nicht automatisiert berechnet werden.
Der Preis von sehr kleinen Teilen und sehr großen Teilen unterscheidet sich zu stark und auch der manuelle Aufwand muss bei diesen Größenordnungen mit eingerechnet werden.
Gerne erstellen wir dir ein manuelles Angebot in unter 24 h.
Ein guter Richtpreis für mittelgroße Teile ist etwa 2 € /cm³. Allerdings heißt mittel bei dieser Maschine
ca. 1 m länge.
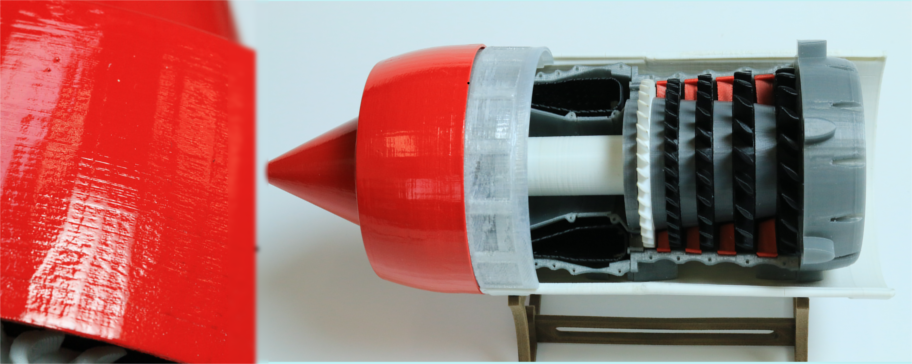
TuskXC2700 wird benutzt um Spritzgussprototypen zu fertigen die später in ABS gespritzt werden sollen.
Mit TuskXC2700 lassen sich Verbautests und Belastungsproben durchführen. Eine häufige anwendung findet TuskXC2700 in der Automobil Industrie. Hier werden Stoßstangen und Armaturenbretter in voller Größe gedruckt um Verbautests von neuen Modellen machen zu können.
TuskXC2700 Teile werden im SLA-Verfahren hergestellt.
SLA bedeutet Steriolithographie und ist das älteste und ausgereifteste 3D Druck-Verfahren.
Da hier mit UV sensiblen Flüssigkunststoffen gearbeitet wird und keine
Thermik eingesetzt wird, können sich SLA Teile nicht verziehen.
Das Verfahren:
Dein Modell wird von einem Programm in einzelne Schichten von 0,05 mm zerlegt.
Nun senkt sich eine Platte in ein Bad aus Resin.
Auf dieser Platte beginnt
nun ein UV Laser die Konturen und Formen der Teile zu "zeichnen". An allen Stellen an denen der Laser das Resinbad belichtet, härtet das Material aus.
Nun senkt sich die Bauplattform um eine Layerstärke nach unten und ein Schieber sorgt für neues Material auf dessen Oberfläche.
Dieser Vorgang wiederholt sich Schicht für Schicht bis dein Bauteil fertig ist.
Während dem Bauvorgang ruht dein Teil auf den Stützern.
Diese werden nach dem Druckvorgang manuel entfernt und verschliffen.
Versand innerhalb
8 Werktage
Mindestwandstärke
0,8 mm
Kleinstes Detail
0.05 mm
Maximale Abmessung
2100 x 700 x 800 mm
Bei Bestellung vor 12 Uhr versenden wir innerhalb 3 Werktagen. (abhängig von der Teilegröße) »
Preis
30 % Aufschlag
maximale Größe
625 x 425 x 425 mm
Die Oberfläche deines Modelles wird durch die Technologie und das gewählte Material bestimmt. Deshalb bieten wir einige Nachbearbeitungsschritte an. Dies beeinflusst die Kosten aber natürlich auch die Qualität deines Modells.
Verfügbare Farben:
Weißlich halbtransparent
Softtouch Lackierung

Softtouch ist eine spezielle Art der Lackierung. Die Oberfläche fühlt sich nach dem Lackieren sehr weich und ebenmäsig an.
SLA-Teile mit Softtouch sind mit Abstand am nächsten an Spritzgussteilen was Oberfläche, Haptik und Optik angeht.
Die Teile werden in Handarbeit geschliffen, grundiert und lackiert was zu einer perfekten Oberfläche ohne
sichtbare Baustufen führt.
Du wirst dabei nicht glauben das das Produkt gedruckt wurde.
Durch nachhärten unter einer UV Lampe und zusätzlicher Reinigung können wir SLA Teile noch weiter polieren.
Was bei polierten Modellen zu beachten ist::
Natürlich lassen sich 3D Modelle aus TuskXC2700 auch lackieren.
Hierbei ist ein Schleifen der Teile nicht notwendig, was den Prozess kostengünstiger macht und zu einer Hochglanzlackierung führt.

TuskXC2700 Teile lassen sich auch wunderbar beschichten.
Im Gegensatz zu normalen Materialien müssen diese nicht
mit einer leitenden Schicht bezogen werden, da SLA Teile direkt beschichtbar sind.
Hierzu wird dein Modell geschliffen und anschließend mit deinem Wunschmaterial beschichtet. Dabei ist auch eine Beschichtung mit etwa Gold oder Silber möglich.
| Verkupfern | 99,99% Cu | IMDS Nr. 736943 |
| Vernickeln, aus Sulfamatelektrolyt matt | 99,95% Ni | IMDS Nr. 748706 |
| Vernickeln Hochglanz | >99,50% Ni | IMDS Nr. 749088 |
| Vergolden 24ct. | 24 Karrat Au | IMDS Nr. 756617 |
| Versilbern | 99,99% Ag | IMDS Nr. 757803 |
| Verchromen | aus dreiwertigem Elektrolyt, RoHS-Konform | IMDS Nr. 756617 |
| Schwarzverchromen | elektrisch leitende, tiefschwarze Chromschicht | IMDS Nr. 10629626/1 |
| Chemisch Vernickeln | hochphosphorig, 13% Phosphor als NiP | IMDS Nr. 326271538 |
| Verzinnen | 99.98% Sn, RoHS-Konform | |
| Bismut | unser Bismudan® Elektrolyt, 99,95% Bi |
| Einheit | Wert | ||
|---|---|---|---|
| Zugfestigkeit | MPa | 47,1-53,6 | |
| Bruchdehnung | % | 11-20 | |
| Härte | Shore | D 81 | |
| Wärmefestigkeit | °C | 49 | |
| Schlagfestigkeit | J/m | 20-30 (gekerbt) | |
| Dichte | g/cm³ | 1,2 | |
| Wasseraufnahme | % | 0 | |
| Chemische Resistenz | n/a | ||
| Witterung | nicht beständig | ||